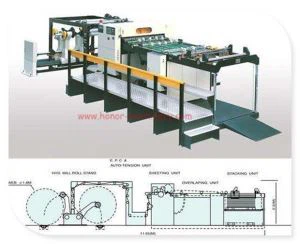
1. Skład systemu transmisyjnego obcinarki papieru.
Napęd nożyc do papieru składa się z wałka w kształcie łuku, podłużnego noża, taśmy przenośnika, rolki podającej papier i noża. Wałek o kształcie łuku służy głównie do rozciągania arkusza papieru i zapobiegania marszczeniu, dzięki czemu jego prędkość jest zsynchronizowana lub nieznacznie szybsza niż w przemyśle papierniczym; podłużny odcinacz ogólnie musi być około 1,2 razy szybszy niż prędkość papieru; taśma przenośnikowa napędza głównie gotowy arkusz papieru, aby utworzyć stos. W związku z tym wymagania dotyczące czterech punktów sterowania są stosunkowo niskie, można zastosować tryb sterowania z otwartymi pętlami napędu konwersji częstotliwości, a napęd główny w celu utworzenia kontroli różnicy prędkości typu łańcucha prędkości może spełnić wymagania.
Dwa. Podstawowa struktura systemu sterowania nożycami do papieru (jak pokazano):
Tryb komunikacji RS485 jest używany pomiędzy PLC i przetwornicą częstotliwości, sterowanie serwomechanizmem AC jest używane do podawania papieru rolkowego i obcinarki papieru, a ekran dotykowy służy do sterowania pracą obcinarki papieru. Kontrola pomiędzy rolką podającą a nożem obcinarki papieru jest w rzeczywistości kontrolerem o wysokiej dokładności. Musimy kontrolować tylko długość cięcia w zakresie błędu. Nie przypomina to maszyn drukarskich, które wymagają precyzyjnej kontroli położenia. Dlatego też, w celu sterowania rolką podającą i obcinaczem papieru, przyjęto bardzo precyzyjny tryb sterowania położeniem, a impuls wysokiej prędkości jest wysyłany przez PLC jako dany.
Trzy, serwo kontrolne stanowią podstawowy sposób sterowania serwomechanizmem.
Jest on głównie podzielony na tryb prędkości, kontrolę momentu obrotowego i kontrolę położenia.
1. Tryb prędkości: przez wejście sygnału analogowego lub częstotliwość impulsu, prędkość obrotowa może być kontrolowana, ale nie można jej bezpośrednio kontrolować poprzez pozycjonowanie. Regulacja PID z zewnętrzną pętlą, która potrzebuje zewnętrznego urządzenia sterującego położeniem, może być również pozycjonowana, ale sygnał położenia silnika lub sygnał położenia bezpośredniego obciążenia musi zostać doprowadzony do poziomu wyższego dla działania. Może być również szeroko stosowany w regulacji prędkości systemu przesyłowego. Ponieważ kontrola między rolką podającą a obcinaczem obcinarki papieru jest w rzeczywistości regulacją o wysokiej dokładności proporcjonalnej do prędkości, można również użyć sterowania przecinakiem papieru.
2. Kontrola momentu obrotowego: Kontrola momentu obrotowego polega na ustawieniu wyjściowego momentu obrotowego wału silnika przez wejście zewnętrznego analogu lub przypisanie bezpośredniego adresu. Ustawiony moment obrotowy można zmienić, natychmiast zmieniając ustawienie analogowe. Ten tryb jest używany głównie w zwijaniu i rozwijaniu, które mają ścisłe wymagania dotyczące siły materiału. W urządzeniu.
3. Sterowanie położeniem: Tryb sterowania położeniem jest zwykle realizowany poprzez zewnętrzną częstotliwość impulsu wejściowego w celu określenia wielkości prędkości obrotowej, poprzez liczbę impulsów do określenia kąta obrotu, ale także niektóre serwa mogą być bezpośrednio poprzez szybkość komunikacji i przypisanie przemieszczenia. Ponieważ tryb pozycji może bardzo ściśle kontrolować prędkość i pozycję, jest on zwykle używany w urządzeniu pozycjonującym. Obszary zastosowania, takie jak obrabiarki CNC, maszyny drukarskie i tak dalej.
Ponieważ kontrola między rolką podającą a nożem obcinarki papieru jest w rzeczywistości regulacją proporcjonalną do prędkości z dużą precyzją, zwykle przyjmuje się kontrolę położenia, ale stosuje się tryb kontroli położenia o wysokiej dokładności regulacji prędkości. W sterowaniu obcinarką papieru polecenie pozycji jest używane jako dane wejście dla układu serwomechanizmu prądu przemiennego, a używana jest częstotliwość cyfrowa ogólnego układu serwomotoru. Biorąc pod uwagę, możesz użyć PLC do nadawania lub śledzenia sygnałów enkodera. Prędkość silnika może być kontrolowana przez kontrolowanie częstotliwości danego sygnału.